Crea tempo: 01/22/2019
Il mondo della stampa 3D può essere un posto confuso. Esistono innumerevoli tipi di stampanti e servizi disponibili e le differenze tra loro sono spesso complesse e difficili da apprezzare. Quando si confrontano tecnologie diverse, domande semplici come "che è più veloce", "che produce un risultato migliore" o "più economico" spesso producono risposte complesse e un elenco di dichiarazioni qualificanti. Questo può rendere la scelta di una stampante 3D un compito scoraggiante e frustrante. Diamo uno sguardo approfondito a sei delle principali tecnologie di stampa 3D disponibili oggi e cerchiamo di rendere la situazione un po 'più chiara.
Negli ultimi anni SLA (apparato di stereolitografia) ha avuto un notevole incremento, togliendo molta quota di mercato da FDM. Non molto tempo fa questa tecnologia era vista come costosa e inaccessibile, ma da quando i relativi brevetti sono scaduti, i prezzi sono crollati e ora fornisce un alto livello di precisione ad un prezzo accessibile.

Una grande stampante SLA industriale
Le parti SLA sono prodotte da un laser che polimerizza in modo selettivo piccole aree di resina. Il laser estrae uno strato alla volta, e dopo che ogni strato è completo la piattaforma sale di un livello e il processo continua. Il raggio può essere estremamente piccolo, consentendo un livello molto alto di dettaglio (anche se più piccolo è il raggio, più lunga sarà la costruzione). Le build SLA non sono solo molto dettagliate ma anche straordinariamente fluide.
Una delle cose che mette le persone fuori SLA è la resina. La resina utilizzata nella stampa 3D è moderatamente tossica e deve essere maneggiata con molta cura. Ha anche un odore acre e deve essere usato in una stanza ben ventilata. Sebbene le apparecchiature SLA siano ora molto convenienti, la resina è ancora piuttosto costosa, il che si aggiunge ai costi di gestione. La maggior parte dei produttori di attrezzature insiste che gli utenti acquistano la loro resina proprietaria, che impedisce agli acquisti di risparmiare denaro.
SLA è una tecnologia estremamente versatile con una vasta gamma di applicazioni industriali. È più comunemente utilizzato nella prototipazione rapida e l'alto grado di precisione lo rende ideale anche per la creazione di utensili e stampi. SLA è meno adatto per la produzione di prodotti di consumo a causa di limitazioni nei materiali che possono essere utilizzati. È anche un po 'lento per le grandi tirature di produzione.
La DLP (elaborazione della luce digitale) è simile alla SLA in quanto le parti sono formate dalla resina indurente con un laser. La differenza principale è che invece di un fascio stretto che estrae ogni strato, in DLP interi strati vengono curati in un'unica esposizione.

Primo piano del vassoio di resina
Nonostante sia tecnologicamente molto simile allo SLA, le parti prodotte usando DLP possono sembrare molto diverse. SLA produce superfici più levigate e bordi più arrotondati, mentre DLP produce superfici più strutturate con maggiori dettagli. Se queste caratteristiche sono considerate un vantaggio o uno svantaggio dipende dalla parte prodotta e dall'effetto desiderato. La ragione per cui SLA produce superfici più lisce è perché la testa del laser è in grado di eseguire movimenti curvi, levigando i cruschi. In DLP, il laser è diretto alla resina usando piccoli specchi e la dimensione di ogni specchio determina la dimensione dei pixel. Pertanto, nei bordi curvi DLP vengono prodotti utilizzando pixel quadrati che rendono impossibile una superficie perfettamente liscia. Tuttavia, la dimensione dei pixel in DLP è generalmente inferiore alla dimensione del punto laser dello SLA, quindi è possibile un maggior grado di dettaglio in DLP.
Poiché ogni livello viene prodotto tutto ciò una volta, non sorprende che DLP sia spesso più veloce dello SLA. Il vantaggio di velocità è massimizzato nei casi in cui la parte è estremamente densa. La testa laser impiega molto tempo per disegnare un oggetto denso usando un fascio stretto, ma in DLP l'intero strato può essere fatto in una sola volta. Tuttavia, per le parti complesse composte da molte strutture sottili o vuote, lo SLA potrebbe effettivamente essere più veloce. Inoltre, va notato che per le parti grandi e molto dettagliate, potrebbero non esserci abbastanza pixel per raggiungere la piena risoluzione su tutto il livello.
DLP ha un insieme molto simile di applicazioni come SLA ed è ampiamente utilizzato nella prototipazione rapida. Quando si decide tra SLA e DLP, il fattore più importante sarà il tipo di parte prodotta e il tipo di finitura desiderato (vedere sopra).
In comune con SLA e DLP, SLS (sinterizzazione laser selettiva) utilizza anche la tecnologia laser. Tuttavia, anziché utilizzare la resina, SLS utilizza materiale in polvere, dando origine a un insieme di caratteristiche completamente diverse. Questa polvere viene sinterizzata (fusa attraverso il calore) dal laser e la parte viene accumulata strato dopo strato all'interno della camera di costruzione.

Pulire la polvere in eccesso
Il più grande vantaggio della stampa SLS è la complessità dei progetti che possono essere prodotti. A differenza della maggior parte degli altri tipi di stampa 3D, SLS non richiede mai strutture di supporto e letteralmente qualsiasi forma può essere prodotta. Questo perché la camera della polvere è completamente riempita e la parte completata uscirà sempre completamente racchiusa in polvere inutilizzata. La polvere non sinterizzata fornisce supporto per eventuali strutture sospese che la parte può includere.
SLS supporta spessori di parete incredibilmente piccoli che possono essere letteralmente sottilissimi - le stampanti SLS sono in grado di stampare parti a forma di libro con pagine singole che possono essere sfogliate. Parti mobili come ruote girevoli e cerniere funzionanti sono anche possibili direttamente dalla macchina. Le stampanti SLS utilizzano più comunemente materiale di nylon che produce parti solide e robuste che sono adatte all'uso come prodotti finiti.
Lo svantaggio è che l'apparecchiatura è ingombrante, costosa e di solito richiede un addestramento per funzionare. La polvere è anche abbastanza costosa e può essere difficile da lavorare (le maschere sono sempre richieste). È importante notare che la camera della polvere deve sempre essere completamente riempita sugli assi xey (sull'asse z deve essere riempita solo fino all'altezza della parte). Ciò significa che se hai una macchina grande e stai stampando una singola parte, ci sarà un'enorme quantità di polvere sprecata. È possibile riutilizzare parte della polvere che non è stata sinterizzata, ma ciò provoca una riduzione della qualità. Pertanto, per utilizzare economicamente una macchina SLS è meglio stampare più parti nella stessa camera o stampare una parte ampia che occupa la maggior parte dello spazio sugli assi xe y.
SLS è adatto alla produzione di parti funzionali, molto più di SLA e DLP. Ciò è dovuto a SLS che supporta una gamma di materiali molto più ampia e con una qualità costruttiva estremamente elevata. Le stampanti SLS possono produrre parti funzionali estremamente resistenti. La tecnologia è eccellente anche nella produzione di parti con attacchi a scatto, giunti meccanici e cerniere.
FDM (noto anche come FFF) è la forma più diffusa di stampa 3D oggi. La maggior parte delle stampanti 3D desktop utilizzano la tecnologia FDM e, grazie al suo basso costo e accessibilità, è la prima scelta di hobbisti e appassionati. Non ci sono laser o resina, la testina della stampante si muove semplicemente attorno depositando minuscole quantità di materiale termoplastico fuso che si indurisce rapidamente, costruendo una parte strato dopo strato.

Una stampante FDM
Le caratteristiche più interessanti di FDM sono che è economico e facile da usare. Le stampanti desktop FDM vendono solo per poche centinaia di dollari e sono abbastanza compatte da adattarsi a qualsiasi spazio. Inoltre sono fondamentalmente plug and play, rendendoli molto accessibili ai non specialisti.
Tuttavia, c'è una buona ragione per cui sono così economici. Le stampanti FDM non possono nemmeno avvicinarsi a cose come SLA quando si parla di qualità. Il dettaglio delle build FDM è limitato dalla dimensione della testa dell'ugello, che in genere è la regione di 0,4 mm (più di dieci volte più grande della dimensione del punto laser di alcune stampanti SLA). Ciò si traduce in ampie larghezze di strato, tanto che "scalinata" è chiaramente visibile sulle superfici. La post-elaborazione può alleviarlo in una certa misura, ma è ancora lontano dall'ideale. Le parti prodotte con FDM soffrono anche di deformazioni (le parti possono deformarsi leggermente quando il materiale termoplastico si raffredda e si restringe)
FDM è popolare tra gli hobbisti, ma è anche ampiamente usato nell'industria. La tecnica è abbastanza flessibile e supporta una vasta gamma di materiali, quindi è utilizzata in tutti i tipi di industrie, dall'automotive alla scientifica. È ideale per laboratori o postazioni di lavoro in cui lo spazio è limitato, o in cui le condizioni rendono la resina poco pratica. La qualità della costruzione potrebbe non essere perfetta, ma per molti settori ottiene il lavoro a costi contenuti e senza complicazioni.
Le stampanti PolyJet 3D hanno una forte somiglianza fisica con le stampanti a getto d'inchiostro tradizionali, da cui la scelta del nome per la tecnologia. PolyJet ha alcune caratteristiche in comune con FDM, ma PolyJet si trova su un livello diverso quando si tratta di qualità e flessibilità.

La somiglianza con le stampanti a getto d'inchiostro è forte. La piattaforma si sposta verso il basso man mano che la parte viene costruita.
Il vantaggio principale di PolyJet è che può stampare utilizzando più materiali contemporaneamente e in più colori. Una singola parte può essere stampata con diverse durezze e flessibilità, oltre a incorporare un mix di materiale opaco e trasparente. Ciò fornisce una flessibilità che tutte le altre soluzioni di stampa 3D hanno difficoltà a eguagliare. Analogamente alle cartucce d'inchiostro in una stampante a getto d'inchiostro, una stampante PolyJet utilizza cartucce di materiale che vengono solitamente acquistate direttamente dal produttore e che è possibile installare più cartucce contemporaneamente.
Le stampanti PolyJet sono anche in grado di produrre strati incredibilmente sottili, più sottili di 0,01 mm. Questo è superiore a qualsiasi altra tecnologia descritta qui. Anche la risoluzione è molto alta e la finitura richiede poca post-elaborazione (oltre alla rimozione dei supporti).
Uno degli inconvenienti di PolyJet è che è molto lento nella stampa di parti di grandi dimensioni. Per le parti piccole (meno di 10-12 cm) la tecnica è abbastanza veloce (molto più veloce di SLA) poiché la testina di stampa non ha molto da percorrere, ma le parti più grandi diventano, più la testa deve viaggiare e più lentamente diventa. Per parti molto grandi, la velocità può essere intollerabilmente lenta. Inoltre, non è una tecnologia a basso costo, le macchine sono generalmente molto più costose rispetto ai modelli SLA o DLP comparabili e il materiale può essere fino a 4 volte il prezzo.
PolyJet è perfetto per coloro che cercano di stampare parti piccole di altissima qualità che utilizzano più tipi di materiali e colori. Per questo motivo è particolarmente adatto per la stampa diretta di prodotti di consumo e la tecnologia è ampiamente utilizzata nel settore medicale, dove la precisione assoluta è essenziale. PolyJet è meno adatto alla prototipazione rapida a causa degli alti costi e dei tempi di costruzione lenti per le parti più grandi.
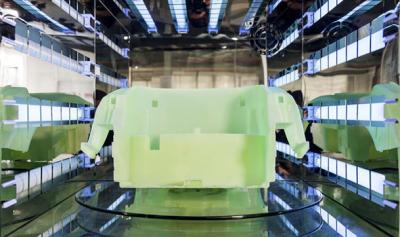
Carbon ha fatto molto scalpore quando ha annunciato il suo nuovo metodo di stampa 3D CLIP (continuous fluid interface production) nel 2014. CLIP promette velocità di costruzione che prima erano ritenute impossibili e il futuro della stampa 3D potrebbe benissimo appartenere a questo straordinario nuova tecnologia. Per il momento però, CLIP ha una disponibilità limitata e il prezzo allettante lo mette al di là dei mezzi della maggior parte.

Una parte complessa che emerge senza intoppi dalla resina.
Carbon afferma che le loro macchine M1 e M2 possono stampare parti fino a 100 volte più velocemente di una convenzionale macchina stereolitografica e hanno eseguito dimostrazioni che mostrano parti complesse stampate in pochi minuti. CLIP somiglia molto a DLP, ma invece di ogni strato viene polimerizzato uno ad uno, la stampa è continua e la parte sembra emergere magicamente dalla resina. Ciò si ottiene esponendo selettivamente la resina non solo alla luce ma anche all'ossigeno, che accelera il processo di polimerizzazione. La qualità della costruzione è buona, anche se forse non è altrettanto buona di SLS e PolyJet. Va notato che, in comune con tutte le altre tecniche oltre a SLS, le parti prodotte usando CLIP spesso richiedono supporti.
A causa dei brevetti, l'unica azienda che produce stampanti CLIP è Carbon, e non sorprende che la tecnologia non sia economica. Ciò ricorda la situazione con SLS, che è stata estremamente costosa fino al 2014, quando i relativi brevetti sono scaduti ei concorrenti sono entrati nel mercato. Attualmente, Carbon offre solo le proprie stampanti su un modello di abbonamento molto costoso.
La caratteristica principale di CLIP è la sua velocità, quindi naturalmente fa miracoli per la prototipazione rapida e per ridurre il time-to-market. Le aziende che utilizzano CLIP spesso passano dallo stampaggio a iniezione, che è più lento e privo della flessibilità di una stampa 3D ultraleggera.
| Technology | Main Advantages | Main Disadvantages | Materials |
|---|---|---|---|
| SLA |
-High level of precision -Good value for money -Creates smooth, rounded surfaces |
-Resin can be expensive and difficult to work with -Slow, especially when printing in full detail |
Photosensitive resins (ABS-like, PP-like, PE-like, PC-like) |
| DLP |
-Higher resolution than SLA -Faster than SLA for some part types |
-Quality restricted by pixel size -Produces rough textures -Problems associated with resin |
Photosensitive resins (ABS-like, PP-like, PE-like, PC-like) |
| SLS |
-No support structures required -Produces strong, high-quality parts -Miniscule layer thickness |
-Equipment is complex and expensive -Powder must fill the build chamber |
Wide choice (nylon, polystyrenes, metal, rubber-like, many others) |
| FDM |
-Cheap -Very easy to use |
-Lack of detail -Staircase texture -Warping |
Wide choice (nylon, ABS, PLA, PC, PC-ABS, others) |
| PolyJet |
-Supports mix of colors in one part -Supports mix of colors in one part -Very fine resolution |
-Slow when printing large parts -Equipment is expensive |
Wide choice (digital ABS, bio-compatible, rubber-like, transparent, many others) |
| CLIP | Incredibly fast | Prohibitively expensive | Special photosensitive resins |





 中文
中文 English
English 日本語
日本語 한국어
한국어 Français
Français Deutsch
Deutsch Italiano
Italiano Pусский
Pусский Português
Português Türkçe
Türkçe हिंदी
हिंदी Norsk
Norsk